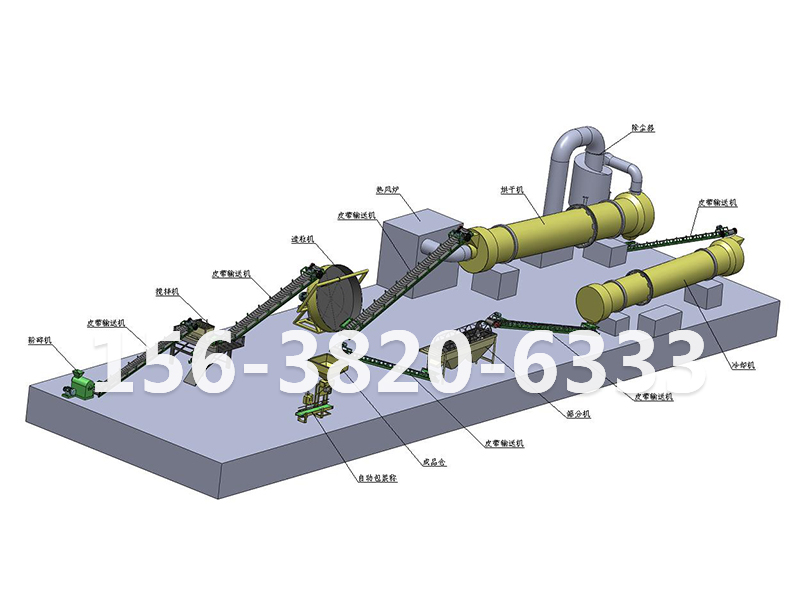
在集约化蛋鸡与肉鸡养殖密集区,鸡粪发酵罐已成为破解环保瓶颈与实现种养循环的核心利器,其独特优势在于将高含水率、高氮含量的鲜鸡粪在密闭环境中快速转化为稳定腐殖质,彻底阻断了氨气挥发与臭气扩散。不同于传统的槽式翻抛需要大面积硬化场地和开放式作业,立式发酵罐采用垂直空间布局,单罐占地面积通常不足20平方米,却能日处理10至30吨鲜粪,极大节省了宝贵的土地资源,特别适合老旧养殖场改造或用地紧张的新建项目。设备运行的核心在于精准的微生物环境调控,罐体内部的多层桨叶搅拌系统不仅起到翻抛供氧的作用,更通过特定的旋转轨迹引导物料自上而下形成“S”形流动路径,确保每一部分物料都能均匀经历升温期、高温杀菌期和腐熟期。智能控制系统实时监测堆体温度,当温度接近70℃时自动加大通风量并调整搅拌频率,防止高温灼伤功能菌群,同时利用热交换器回收废气中的热量预热新风,大幅降低了冬季保温的能耗成本。
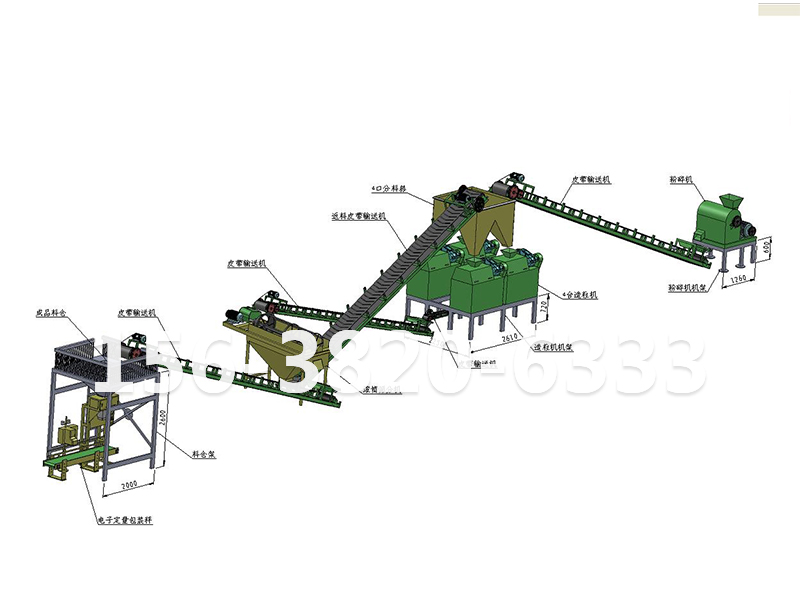
从工艺适配性来看,鸡粪发酵罐对原料的包容性极强,无论是笼养干鸡粪还是地面养殖的高湿鲜粪,只需简单调整辅料配比即可直接入罐,无需复杂的预处理工序。对于含水率高达80%的鲜鸡粪,通常按1:0.2至1:0.3的比例掺入稻壳粉或锯末调节碳氮比,配合专用高温菌剂,可在48小时内将堆温提升至65℃以上,持续高温5至7天,彻底杀灭沙门氏菌、大肠杆菌及蛔虫卵,有效降解抗生素残留。相比传统堆肥需要20至30天的发酵周期,发酵罐仅需7至10天即可产出含水率30%以下的优质有机肥原料,且成品无臭、颗粒均匀、养分浓缩,可直接包装销售或用于周边农田。设备的密闭设计使得发酵过程中产生的氨气、硫化氢等恶臭气体被负压收集,经生物滤池或化学洗涤塔处理后达标排放,彻底解决了养殖场长期以来面临的“邻避效应”难题。
在经济性评估方面,虽然发酵罐的单台设备投资高于翻抛机,但其节省的土地成本、人工成本和环保治理成本相当可观。以存栏10万羽蛋鸡场为例,配置两台30立方米发酵罐即可实现日产10吨有机肥的连续生产,年处理鸡粪约3500吨,产出成品肥约1500吨,按当前市场均价计算,仅肥料销售收入即可覆盖设备折旧与运行成本。设备维护主要集中在搅拌轴承的密封润滑和曝气系统的清堵,采用模块化设计的易损件更换便捷,日常只需一名操作工即可完成进料、出料和设备巡检。对于追求绿色养殖、循环经济和零排放的现代畜牧企业,投资一套技术成熟、配置合理的鸡粪发酵罐系统,不仅能满足日益严格的环保法规要求,更能将废弃物转化为高附加值的商品有机肥,真正实现“变废为宝”的可持续发展目标。
 156 3820 6333
156 3820 6333